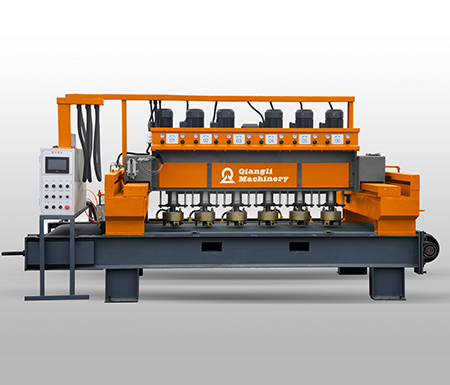
ʯ�Ķ���C�S���v������x��ʯ�ęCе֧�μ��IJ��� ���T����еĚ�����������ʹʯ���и�C֧�м��a����׃�������Ҫ�M�ЕrЧ̎��(Seasoning)���rЧ̎������ڴּӹ����M�С��T�F��450�����ϵăȑ������������_ʼ׃�Σ����^550��tӲ�Ȍ����͡���˟�rЧ̎�푪��530�� -550��ķ������M��, �@���ܼ������ȑ������ֲ����ڽ���Ӳ�ȡ���|���Ӽ��ĕrЧ̎��ض��^�ߣ��s��600�� -650�档���������о���ӕrЧ, �k���ǰ�������ڃɂ�����֧���磨�f݆̥���ϣ��������b������в����������ļ����l���{������������Ώ�����ӵĹ����l�ʡ����ǣ�����r����l�������䏝���������σȑ�������һ���ֳ��^���ϵ������O�ޣ�ʹ���Ϯa������׃�ζ������ȑ���������������һ���D�S������ƫ�ģ���ֱ��늄әC�������D���{���D�پͿɸ�׃�����l�ʣ��{��ƫ�������Ը�׃���������@�N�����ă��c�ǿ��٣����ܣ�ȱ�c��Ҫ�y��������l�ʣ��簴һ�Ώ�����ӵĹ����l�ʼ��t���g��������������ȑ���Ч���^�ã��ɶ����С��Ч���^��@�N����Ŀǰ����ʯ�ęCе�����ԇ�ã��紲�����M���ȡ� ������
ʯ�Ķ���C�����P֪�R���gӭ��Ҷ���Pע�҂��ľWվ��



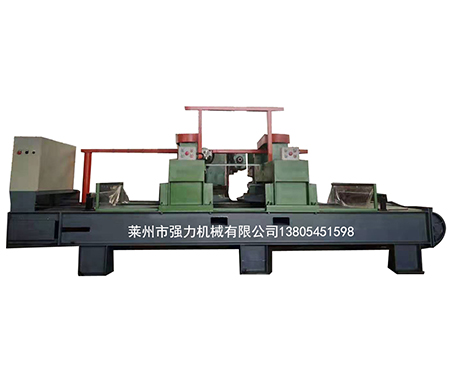
 �R���Џ����Cе����˾
�R���Џ����Cе����˾